Pay Now or Pay Later
How to Lower Risk in Distribution Centre Design and Implementation
Distribution Centre projects often require major investment and significant change. A misguided or poorly planned investment in the design and implementation of your distribution facilities can be devastating to your business. A proven way to mitigate this risk is to take a comprehensive approach during the facility design process. This article highlights the differences between the traditional approach to facility design and a more comprehensive and risk-averse approach called Operations Design.
The Risk is Real
Distribution Centre projects often require major investment and significant change. If poorly handled, they can damage your business. Some of the biggest and best funded projects have failed to meet expectations. The worst failures have resulted in huge losses in sales and market share.
You may not experience a spectacular failure, but a less-than-completely-successful implementation can still be costly. So what can be done to avoid these kinds of problems? A comprehensive approach on the front end of your project can make all the difference.
Facility Design vs. Operations Design
Facility Design. The traditional approach taken when designing a facility is aptly called Facility Design. The steps usually entail:
· Defining throughput and storage volume requirements,
· Evaluating equipment and layout alternatives,
· Estimating investment costs for material handling equipment,
· Agreeing on a final concept design, and
· Gaining financial approval.
The tasks involved in Facility Design are obviously more detailed than this. But, they are for the most part myopically focused on the layout and the investment in material handling equipment. This is certainly the quicker and easier approach to take. But, how do you know if it results in the right solution for your business?
Operations Design. A much more comprehensive approach is called Operations Design. Operations Design is a broader and deeper analysis of your distribution growth requirements, the gaps in your current capabilities, the alternatives to bridge those gaps, and the business case for the path forward. It is a broader approach in that it looks beyond the layout and investment in material handling equipment. It also assesses the impact on and the investment in building, systems, labour, and inventory in order to evaluate feasibility, risks, and return on investment. And, Operations Design is a deeper approach in that the final solution also defines:
· Future process requirements by functional area,
· Future system requirements by functional area,
· Future labour requirements by functional area,
· The entire investment (e.g., building, equipment, systems, professional services),
· The return on investment (e.g., labour savings, investment savings, capital savings), and
· The implementation roadmap for moving forward.
For reference, the following table is a comparison of typical deliverables of a Facility Design, and Operations Design.
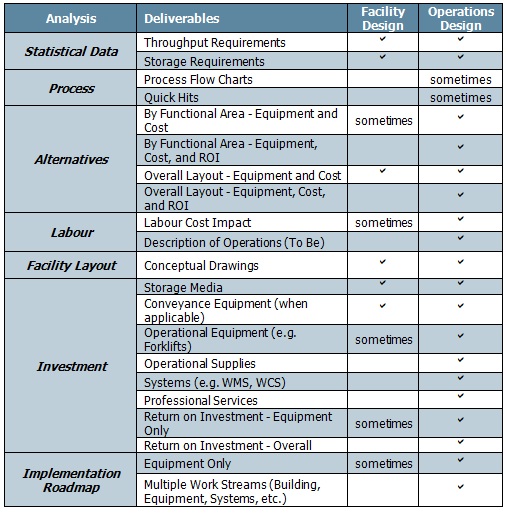
Among the key differences are:
· A ROI analysis which requires an understanding of the savings associated with alternative investments,
· A description of Operations which defines the process, system, volumetric, and equipment design by functional area,
· The scope of the investment analysis, and
· The breadth of the implementation roadmap.
Speed – But at What Cost?
The primary advantage of the Facility Design approach is that it initially requires less time and investment. The tighter scope and the equipment-centric focus enable the design team to quickly define a solution. But, is it the right solution? And is the initial time savings worth the potential risk? The less comprehensive approach runs the risk of defining a material handling process and equipment solution that:
· Current systems cannot support without unplanned investment,
· Does not provide enough daily flexibility or long term scalability,
· Is not justified from an overall ROI perspective, or
· Requires an impractical time period or number of resources to implement.
Examples of Facility Design Considerations
To further illustrate, the following are a few examples of material handling process and equipment applications we have recently considered during an initial design process. Each example, when wisely planned and applied, help support and sustain profitable and efficient growth. But, each example also requires a wider lens during the design process to validate the solution and the total investment.
Direct Putaway to Forward Storage. Direct putaway to a forward pick location bypasses the subsequent need and labour cost to replenish product from reserve storage. In this situation, this was not core functionality within the warehouse management system (WMS). So, anticipated savings needed to be further scrutinized in order to justify the modification cost.
Put-to-Store. Put-to-Store is a common warehouse process for sorting a single SKU across multiple store destinations. It is a proven material handling application often installed in retail distribution facilities. In this case, the warehouse management system (WMS) did not have Put-to-Store functionality. And, it was determined to be less costly to custom develop this functionality within the warehouse control system (WCS).
Unit Sortation. High speed unit sortation systems are a very efficient way to automatically sort multiple SKUs to multiple destinations. They are frequently installed in high volume retail or direct fulfilment facilities. But, they are also complex applications requiring a long lead time implementation. The time from design to implementation can exceed a year. And in this case, wave management and warehouse control system (WCS) requirements were a vast departure from current processes and system capabilities. Therefore, expectations were appropriately reset on the longer implementation time frame, and detailed process and system designs were documented to align with the unit sorter system.
Goods to Operator Pods. Stock to operator storage and retrieval systems can significantly reduce the labour time and cost spent traveling in a warehouse, particularly for slower moving items. Appropriately applied, they can be a scalable technology that offsets the investment in storage modules, conveyors, unit sortation systems, and forklifts. But, the technology is typically proprietary, annual maintenance costs can be high, and although scalable on a longer term basis, day to day volume flexibility is limited. In this example, on-going maintenance costs were factored into the return on investment analysis, and the pod system was justified and limited to low volume product retrieval.
Indeed, it takes more time to define the broad spectrum of implications associated with alternative material handling technologies. And, it can result in a solution much different than initially hypothesized. Bleeding- edge applications or those used by your competitors may or may not make sense for your business when weighed against system capabilities, facility limitations, implementation timing, financial return expectations, etc. Therefore, deriving the right solution requires finding the right balance across all relevant criteria and constraints. This can only be accomplished through a comprehensive approach.
Further, an Operations Design approach discovers and addresses potential issues in a design concept at the beginning of the project when they are far less expensive to resolve, thus avoiding unnecessary equipment purchases, consulting fees, post “go-live” modifications, re-work and additional training.
Is Operations Design Worth the Investment?
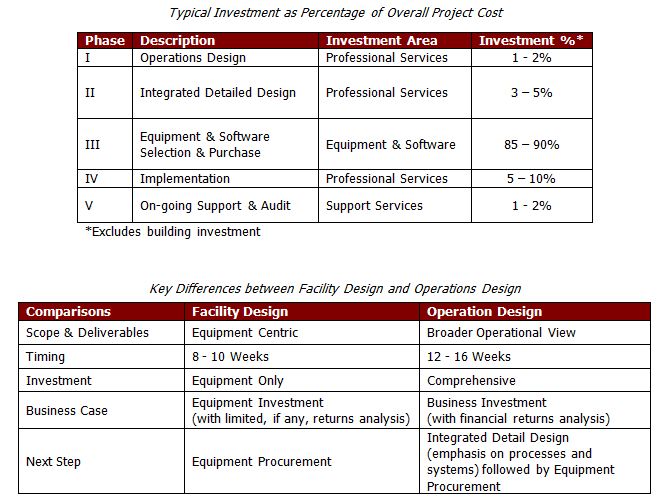
Absolutely! A small additional investment in Operations Design can save millions in costs over the life of the project. And, an Operations Design approach is typically less than 2% of the total investment that will be made in a new facility or major retrofit, including equipment, software, and implementation services.
So, it is largely a question of whether you believe the incremental savings of a less thorough approach are worth the potential risk and cost of a misguided investment. In other words, as the auto mechanic used to say in the old commercial, “you can pay me now (to replace your filter), or you can pay me later (to replace your engine).”
An Integrated Approach Decreases Risk
Another important way the Operations Design approach decreases risk is that it sets the foundation for an integrated path from concept to detail to implementation of the final solution. Successful implementations require carefully managed integration of multiple, parallel work streams of activity including those related to the building, equipment, processes, systems, people, etc. Operations Design defines key requirements across all major work streams during the initial phase of work and creates the framework for the natural next phase of integrated detailed design, which places heavy emphasis on further detailing the process and systems design. By following this integrated approach, equipment procurement decisions are made with knowledge of the implications across each major work stream.
Conversely, the traditional approach is equipment centric. Process and system requirements are not usually defined until after Facility Design. This creates a risk of making equipment purchasing decisions prematurely. The equipment-centric focus can also create a precedent for managing equipment implementation as an independent work stream. This is dangerous because when design and implementation work streams are managed in a disconnected manner, gaps between process, system, and equipment assumptions may not be realized until months into the implementation which can lead to project delays and cost over-runs.
What is Your Risk Profile?
The objective of most distribution intensive businesses is to grow profitably and efficiently. To support growth, major investments must be made along the way, including significant investment in your distribution facilities. But, designing for growth can be a significant challenge and represent great risk to your business. Projects with the best of intentions often fail. So, how do you mitigate the risk of failure when faced with the need to make a major investment in your distribution facilities?
A good place to start is during the initial facility design process. The traditional Facility Design approach is tightly focused on quickly defining the layout and material handling equipment solution for the facility. The primary advantage is that it usually requires less time and initial investment. Operation Design is a more comprehensive approach with a key objective of defining the right operational solution based on a broader and deeper evaluation of alternatives and implications pertaining to systems, processes, and return on investment.
Summary
Leading distribution intensive businesses are embracing the Operations Design approach. Executives once burned by a failed project understand that decisions made during the initial design process are amplified as the facility is implemented and supported over time. They are turning to Operations Design to minimize the risk of misguided decisions that can hinder the profitable growth of the business.
Article contributed by LGA Fortna: www.fortna.com